Полукруглая
стамеска в большем ходу у резчика, чем прямая, особенно шириною с мизинец.
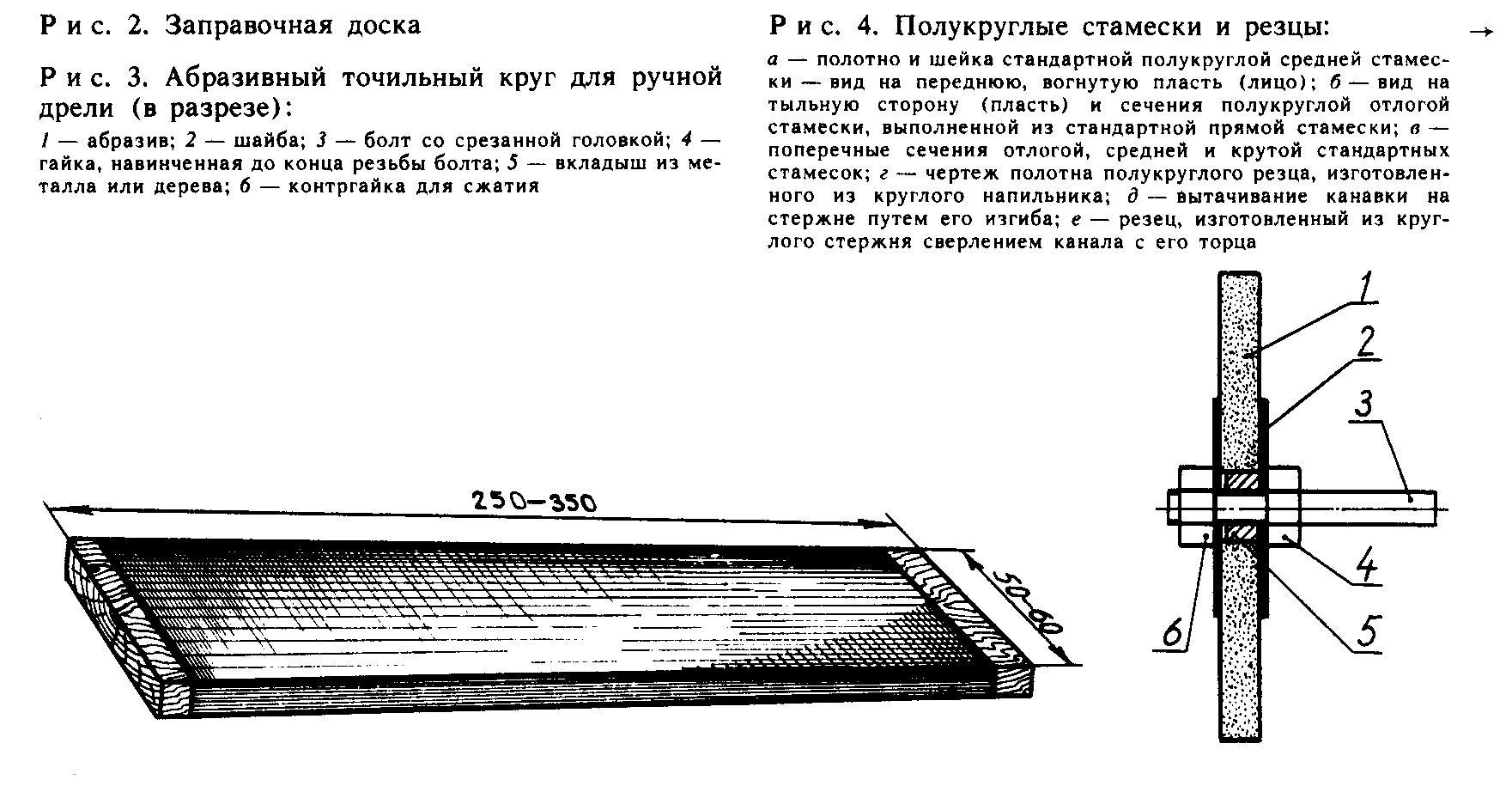
Практически достаточно иметь четыре-пять полукруглых стамесок различного
радиуса кривизны и ширины полотна, т. е. отлогих, средних, крутых — рис. 4.
Два
маленьких резца (рис. 4,г) можно успешно изготовить самому из круглых
напильников: один диаметром б мм, другой — 9 мм. Эта работа более деликатная,
чем с прямыми стамесками, но зато дает резчику очень удобный инструмент.
С этой целью круглый напильник мелкой насечки
отжигают (нагревают докрасна, например, на газовой горелке, и дают свободно
остыть) и также круглым напильником или надфилем, в зависимости от диаметра
резца, выбирают долевую канавку по возможности под более острым углом к оси резца.
На рис. 4,г даны три изображения такого резца; местный разрез показывает угол
наклона напильника при выборке долевой канавки. Работа ведется с зажимом резца
в тисках. Процесс выборки канавки будет менее трудоемким, если предварительно
изогнуть в горячем виде напильник под углом, позволяющим выбирать канавку
только на конечной части резца (рис. 4,д), а затем, после окончательной
обработки, снова его выправить, также в горячем состоянии. Когда канавка
выбрана до образования острой кромки на конце резца, эту кромку затачивают под
небольшим углом с внешней стороны на бруске, постоянно поворачивая резец, чтобы
полностью заовалить углы. При этом острая кромка образуется и по бокам резца.
Таким резцом впоследствии будет удобно не только выбирать древесину, выполнять
полукруглые канавки, но и высверливать углубления и даже небольшие отверстия,
вращая резец влево и вправо. Шлифовку и полировку как внутренней (лицевой), так
и наружной поверхности (фаски) делают на наждачной бумаге: сначала прочищают
надфилем, затем полируют до блеска внутреннюю цилиндрическую поверхность,
двигая резец вдоль металлического стержня соответствующего диаметра (например,
гладкой части сверла), зажатого в тисках и обернутого мелкой наждачной бумагой.
Стертую бумагу заменяют на новую. Далее на заправочной доске полируют фаску,
одновременно затачивая лезвие резца. Это делается быстрыми, поперечными
направлению оси резца, движениями, резец постоянно поворачивают. Образующийся
заусенец изнутри снимается стержнем с бумагой, как описано выше. Доводят режущую
кромку до рабочего состояния и только тогда закаливают резец. В дальнейшем в
процессе резьбы подправлять резец с вогнутой стороны удобно на ручке кисточки
для живописи, на которую сверху накладывается полоска наждачной бумаги.
Коническая поверхность ручки кисти позволяет выбрать соответствующий диаметр
ее, в зависимости от кривизны выемки резца. Резец кладется поверхностью всего
желобка на ручку кисти с бумагой и тянется на себя, упор при этом — на режущую
кромку. На выпуклой стороне лезвия появится заусенец, который тут же снимается
правкой выпуклой поверхности резца на заправочной доске. Заусенец загибается
снова внутрь, тогда повторяется операция на ручке кисточки и т. д.— со все
более частой сменой правки обеих сторон резца, пока заусенец не исчезнет. Полукруглые
стамески (больших диаметров в сечении) желательно приобрести в магазине,
изменив только холодным способом угол заточки фаски на более острый (как в
прямых стамесках) и закруглив уголки, если стамеска не предназначена для
геометрической резьбы. Можно углы лезвия такой стамески снять и значительно,
придан ей форму резца, как на рис. 4е, тогда стамеска будет удобной для
черновой выборки древесины или для работы на токарном станке. При необходимости
резчик может сделать полукруглую стамеску и сам по методу изготовления
вышеописанных резцов. В качестве заготовки используются: полукруглый или
треугольный напильник, долото, любой соответствующего сечения стержень
качественной стали. Отожженная заготовка округляется снаружи по форме профиля
стамески. В горячем состоянии загибается ее конец (длиною 6—8 см) для удобства
выборки внутренней канавки и выполняются все вышеописанные операции
изготовления резцов. Конечно, работа упростится, если в распоряжении мастера
окажется трубка (еще лучше — полу трубка) хорошей стали. Тогда ее можно
обработать в холодном виде. Это гарантирует успех, так как ликвидируется риск
самой капризной операции — закалки. При наличии двух вышеописанных резцов, хотя
бы одну полукруглую стамеску с шириною полотна 15 мм иметь необходимо. Отлогую
полукруглую стамеску можно изготовить холодным способом из обычной прямой,
купленной в магазине, выбран на ее конце углом наждачного точила выемку в виде
желобка и закруглив другую сторону. Затем снять фаску, образующую лезвие, и сделать
заточку. Трудность в данном случае заключается в необходимости быть осторожным
при работе на точиле с большими оборотами, чтобы не сжечь конец стамески,
постоянно макать ее в воду и следить за закипанием капелек воды на поверхности.
Вторая трудность — выровнять и заточить желобок. Это зависит от имеющихся в
распоряжении мастера средств: небольшой точильный круг с заостренным ободом
диска; закругленный по форме стамески на том же точиле маленький брусочек;
обернутый наждачной бумагой металлический стержень и т. д.
Понятно, что
если мастер знаком с термической обработкой стали и располагает возможностями
закалить инструмент, то операции изготовления его упрощаются. При заточке и
правке полукруглых стамесок наружную поверхность режу- щей кромки (фаску) обрабатывают
сначала на бруске, затем на оселке или заправочной доске. движения стамески —
возвратно-поступательные (рис. 5,а) под углом в 45° к направлению стержня
стамески при одновременном постоянном поворачивании кисти правой руки, чтобы
обработать не только фаску, но и закруглить уголки лезвия (о чем говорилось
выше). Отметим, что острые уголки стамесок мешают в работе, оставляют царапины,
прорезы, т. е. снижают маневренность инструмента и резчика. Как правило,
полукруглая стамеска — инструмент универсальный, который используется для
обработки не только вогнутых, но и выпуклых поверхностей (форма ягод винограда,
например, причем различной кривизны). В этом случае, добиваясь изменения
кривизны выпуклой поверхности соответствующим наклоном стамески, резчик
столкнется с тем, что острые углы лезвия будут врезаться в обрабатываемую
поверхность, оставлять на ней следы. Прямоугольные уголки лезвия в прямых и
полукруглых стамесках (а делать строго прямые углы на лезвии стамесок
рекомендуется почти во всей литературе) необходимы лишь для выполнения
определенных, как правило, повторяющихся операций по заданному шаблону, что
чаще всего встречается в резьбе, где выдерживается строгий геометрический
рисунок орнамента. Очевидно, вопрос о форме лезвия стамесок следует, с учетом
замечаний, отнести на усмотрение резчика: это зависит от характера его резьбы.
Лучше, конечно, иметь в наборе и то и другое.