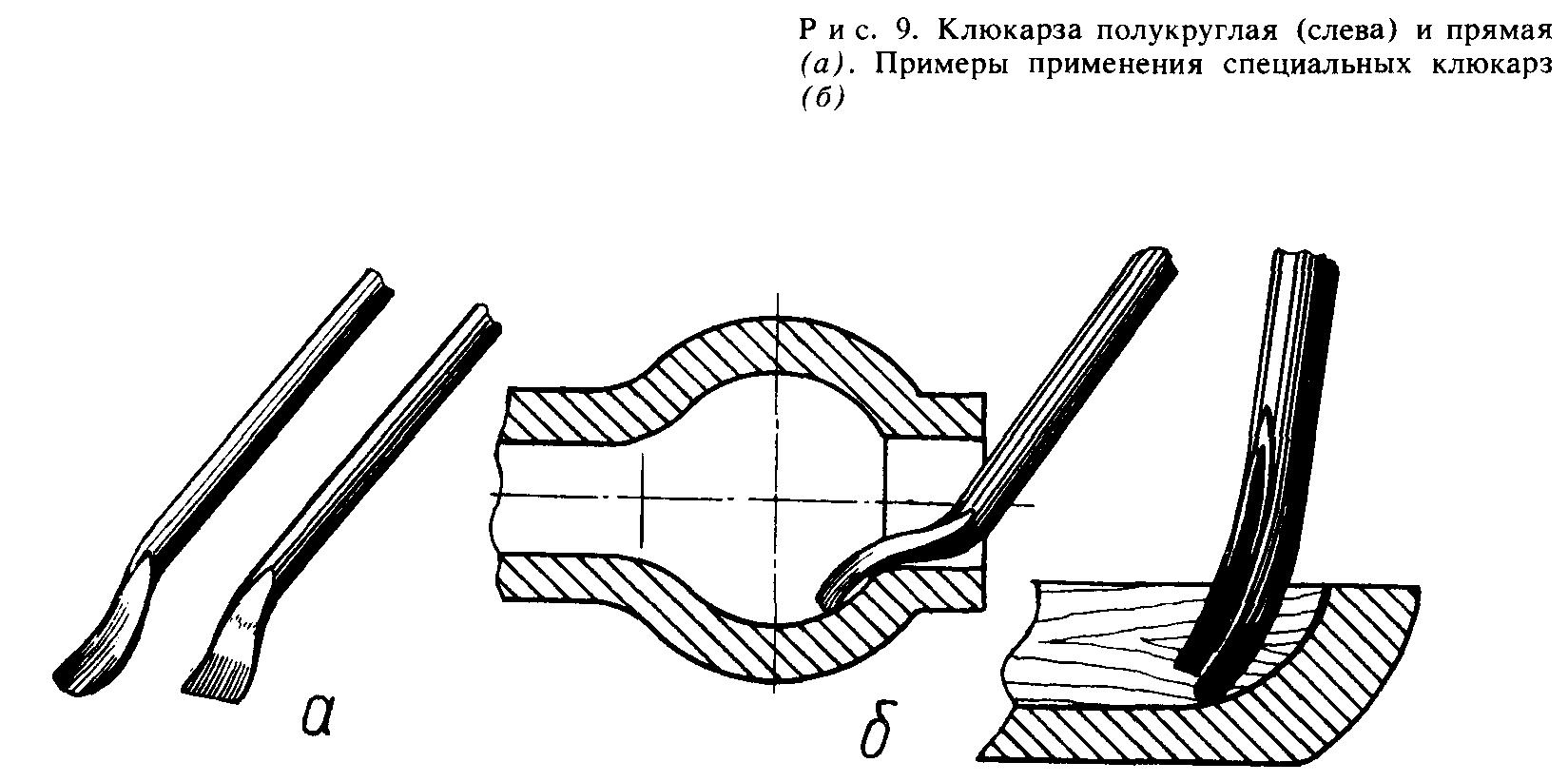
Клюкарзы.
Это такие же прямые или полукруглые стамески, но с ИЗОГНТЫМ около режущего
конца полотном, что позволяет с большим удобством выполнять резьбу некоторых
фигурных поверхностей (рис. 9). Например, прямая клюкарза применяется для
зачистки фона в рельефной резьбе, когда обычная прямая стамеска в такой работе
неудобна. С учетом этого полотно с лезвием у клюкарзы делается очень коротким
(до изгиба шейки).
Можно
изготовить клюкарзу и самому: нагреть круглый стержень углеродистой стали до
отжига, изогнуть его конец в горячем состоянии по форме клюкарзы и также в
горячем виде расплющить (расширить) его, заточить и закалить, как обычные
стамески. Удобно в горячем виде изогнуть и обычную прямую стамеску, а потом
закалить.
Таким же
образом можно изготовить и полукруглую клюкарзу. Ковку полукруглого полотна в
горячем состоянии лучше делать на наковальне. Полукруглая клюкарза удобна для
выборки древесины, для зачистки резьбы в углублениях и пазухах.
Царазики.
Уголки. И царазики и уголки (рис. 10) служат одной цели:
прорезке
канавок, жилок, рельефно-вогнутых линий. Уголок дает четкую линию, царазик —
более мягкую.
Изготовить
царазик легко из стальных растяжек от старого зонтика, имеющих как раз сходное
с формой царазика сечение. Для этого полезно при случае запасать заготовки от
различных зонтиков и разного сечения. Затачивается такой резец вручную на
бруске по форме, диктуемой сечением заготовки.
Очевидно,
лезвие царазика лучше затачивать так, чтобы носик был выдвинут вперед, а
боковые уголки округлены по типу полукруглых резцов (рис. 10, 6, в). В принципе
царазик — такая же полукруглая стамеска, только маленьких размеров и с высокими
бортами. В литературе есть рекомендации затачивать лезвие царазика только в
форме прямого среза, перпендикулярного оси царазика, или даже вогнутого в
середине. Автор испытал на практике царазики с различной формой заточки и не
нашел преимуществ указанной рекомендации. Наоборот, царазик с заоваленными
уголками удобнее и для заточки, и для резьбы: острый кончик его дает большую
кривизну, точнее направляется по линии, что немаловажно для мелкой резьбы, для
какой он и предназначен, а сама канавка получается же и четче.
Лезвие же
уголка лучше затачивать в форме косого среза с выступающими углами бортов (рис.
10, г) и вогнутого в середине. Вероятно, здесь играет роль прямолинейность
боковых режущих кромок бортов.
Уголок
изготовить самому труднее, чем царазик, и при наличии у резчика хорошего узкого
царазика с уголком можно не возиться, пока не появилась в нем необходимость для
каких-либо специальных работ. Изготовить его можно из той же растяжки от
зонтика, придан ей в горячем виде нужную форму. Поскольку отдельные стали
растяжек зонтика закаливаются непосредственно при воздушном охлаждении и
раскаленную докрасна заготовку трудно сохранить в горячем состоянии при работе,
лучше применить следующий прием:
выпилить на
какой-либо пластинке из стали трехгранным надфилем канавку (рис. 11) и затем
использовать ее как форму для запрессовки заготовки уголка с помощью того же
надфиля (его гладкой частью). Раскалить для этого нужно все три детали и
прижать надфиль с заготовкой сначала плоскогубцами, затем пристукнуть сверху по
плоскогубцам молотком, поставив их на какое-нибудь прочное основание.
Конечно, в
качестве заготовки может быть использована и любая другая полоска подходящей
стали. Высота бортиков уголка не играет роли, а угол между ними — около 60°.
Сталь
растяжек зонтика иногда требует закалки для использования ее в качестве
царазика или уголка (о закалке см. далее), что не всегда удается, поэтому лучше
одновременно заготовить и обработать три-четыре царазика из разных растяжек в
расчете на один удачный.
Прежде чем
начать закаливать уголок, выполненный из растяжки зонтика в горячем виде, надо
его осторожно сначала попробовать: он может оказаться
из стали-самокала.
для этого лучше тронуть кончик уголка надфилем, если надфиль берет его с
трудом, тогда попробовать уголок в резьбе.
При наличии соответствующей возможности резчик может
изготовить себе царазики, небольшого размера крутые полукруглые стамески и
соответственно полукруглые клюкарзы с помощью обычного сверления с торца
отожженного цилиндрического стержня качественной стали на глубину, равную
четырем-пяти размерам его диаметра. После этого половина образовавшейся трубки
стачивается вдоль на точиле, и дальнейшая обработка не представляет трудности
(см. рис. 4, е; 9,6). ,